Upon enabling the auto bed levelling feature of the Marlin firmware I learned a thing or two through trial and error and wished it had been better documented so I’ll try and let you know what I’ve learned.
Here are links to some useful information that all helped me get setup:
Firmware setup
Hardware setup
PrintrBoard setup
In the Marlin firmware, where you set the left, right, back and front positions for probing, do not set the left and front positions below 10. I tried 5 (assuming the bigger the test area the better results you would get) and wondered why moving the nozzle back to X0 Y0 after homing resulted in the nozzle crashing both X & Y in to the min endstops. I quickly noticed that at the start of the probing both the nozzle did not move in either X or Y so they were both then 5mm out when homing after the probing. I now use 20 for left and front.
I also found that if you just move X & Y to home before probing and your nozzle is quite high in relation to the bed then the bed probe would stop way before it even touched the bed. I thought I’d fix this by homing the Z before probing but you need to make sure that the probe is within your bed probing co-ordinates (i.e. the middle of the bed, or at least more than you’ve set for left and front).
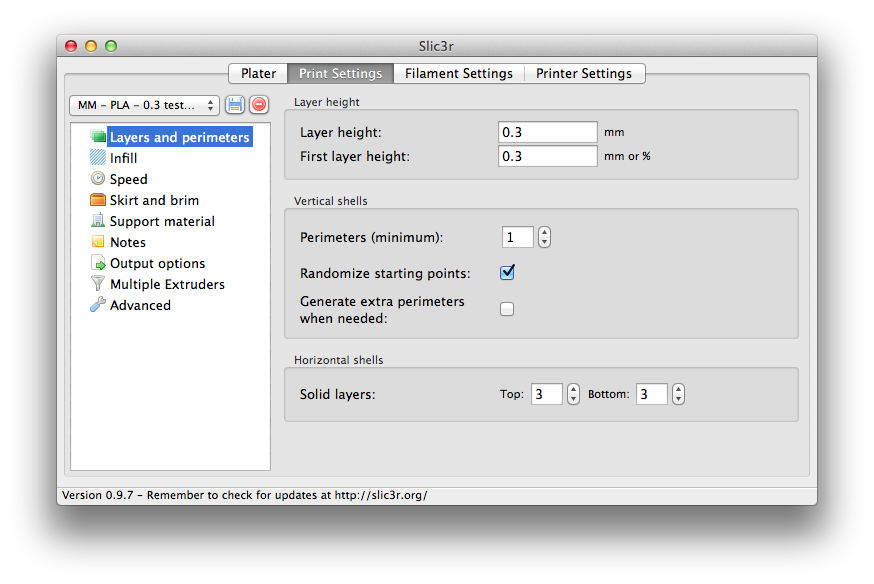
So here is my start G-Code* that I’ve put in to Slic3r:
G28 X0 Y0 ;home X & Y
G1 X100 Y100 F5000 ;move nozzle to centre of bed
G28 Z0 ;home Z
G29 ;probe bed
G90; set absolute coordinates
G92 E0; reset extruder distance
G1 Z5 F300 ;move nozzle up 5mm for safe homing
G1 X0 Y0 Z0 F5000; move nozzle to home
*If you’re going to use this code then please set your own bed centre and move velocities appropriate to your printer.
If I discover anything more on this topic then I’ll update this post.